Topné elementy, měření a regulace teploty, termokamery a pyrometry
Menu
x
Domů
Produkty
Aplikace
Ke stažení
O firmě
Kontakty
Skupiny produktů
Skupiny produktů
Hotset
Topné elementy pro konstrukci a údržbu
Topné patrony hotrod
Spirálové topné patrony hotspring
Ohebné topné tyče hotflex®
Ohebný topný kanál tempflex
Topení do horkých vtoků hotslot
Topné tyče hottube
Silikonové topné elementy hotform
Topné elementy pro tlakové lití zinku hotcast
Termočlánky, odporová čidla, regulátory teploty
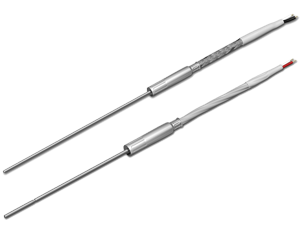
Termočlánky a odporová čidla hotcontrol
Regulátory teploty hotcontrol
Pásky a pasy na špičku a válec, plošná tělesa
Slídové topné pásky na špičku
Slídové a keramické topné pasy
Infrazářiče
Keramické infrazářiče
Quartz infrazářiče
Příslušenství topných elementů a regulátorů
Optris
Termokamery
PI-Precision line – s výměnnými objektivy
Xi-Compact line – bez výměnných objektivů
Optický kalkulátor
Pyrometry
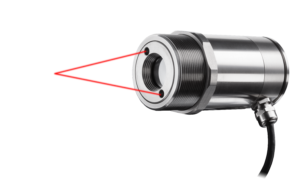
Pyrometry s laserovým cílením
Pyrometry bez laserového cílení
Kalkulátor velikosti měřícího pole
Ruční teploměry
Optris MS
Optris P20
Příslušenství termokamer a pyrometrů
Nezapomeňte navštívit
Domů
/ Produkty
Skupiny produktů
Topné elementy pro konstrukci a údržbu
Pásky a pasy na špičku a válec, plošná tělesa
Termokamery
Pyrometry s laserovým cílením
Topné elementy pro tlakové lití zinku hotcast
Termočlánky a odporová čidla hotcontrol
Pyrometry bez laserového cílení
Ruční teploměry
Regulátory teploty hotcontrol
Silikonové topné elementy hotform
Infrazářiče
Příslušenství topných elementů a regulátorů
Nezapomeňte navštívit